No part of this publication may be reproduced, or transmitted, or stored, in any form or by any means, electronic,
mechanical, photocopying, recording, or otherwise, without the prior written permission of SheetMetalWorkBook.com, Sixth
Edition Reformatted for Internet, ©2012 SheetMetalWorkBook.com



Please Donate if
you find this site
helpful.
Thank-You!
Actual Bend Tests


This
is
the
most
accurate
way
of
determining
a
bend
deduction.
For
example
bend
allowance
formulas
are
not
very
accurate
if
using
them
on
thicker
materials
with
extremely
small
bend
radii.
Remember
you
have
to
stay
in
the
air
bending
range for these formulas.
Because
bend
allowance
formulas
are
only
theoretical
they
may
be
slightly
different
from
actual
results.
With
today's
tolerances
slightly
may
be
too
much.
When
in
doubt
or
if
tolerances
are
very
critical
(i.e.
±.005)
it
is
best
to
pre-
bend
a
piece
of
material
with
the
exact
brake
tooling
you
expect
to
use
to
find
out
what
the
bend
deduction
will
be.
For
Example:
Take
a
piece
of
material
that
is
exactly
2
inches
wide.
Place
your
tooling
in
the
brake
and
bend
some
samples
until
you
get
the
exact
angle
and
radius
you
need.
Now
bend
your
2
inch
piece
and
then
measure
the
two
flanges,
outside
to
outside,
and
add
them
together
then
subtract
your
2
inches.
This
is
your
Bend
Deduction.
To
be
on
the
safe
side
if
bending
thick
materials
with
very
small
or
very
large
radii,
exotic
materials,
very
soft
(malleable
or
ductile),
very
hard
(brittle)
materials
or
extremely
close
tolerances
then
you
should
probably
use
the
actual
bend/test
method
.
After
you
have
done
this
for
a
particular
material
and
radius
keep
a
log
of
these
bend
deduction
values
for
your
shop
so
you
don't
have
to
go
through
this
again.
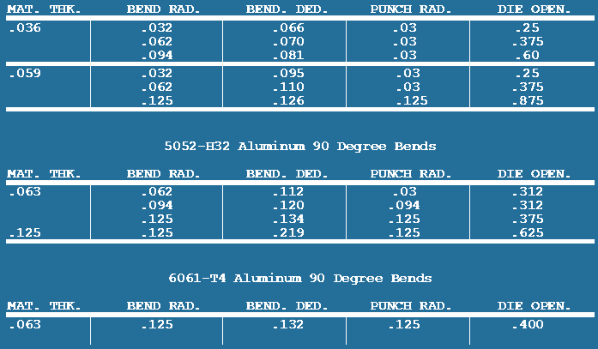
This
value
will
pretty
much
remain
constant. The log can look something like this:
COLD ROLL STEEL 90 Degree Bends