No part of this publication may be reproduced, or transmitted, or stored, in any form or by any means, electronic,
mechanical, photocopying, recording, or otherwise, without the prior written permission of SheetMetalWorkBook.com, Sixth
Edition Reformatted for Internet, ©2012 SheetMetalWorkBook.com



Please Donate if
you find this site
helpful.
Thank-You!
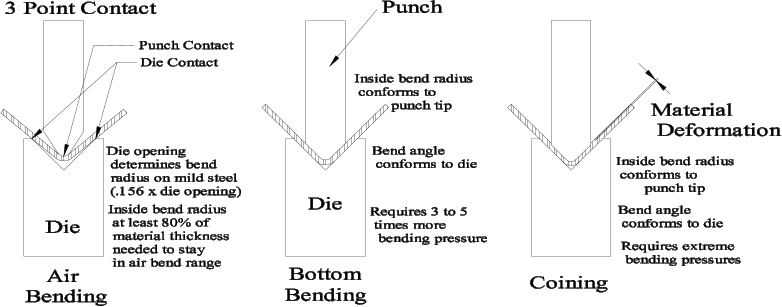
Three terms used for forming sheet metal.
AIR
BENDING
:
3
point
contact
of
metal.
Punch
tip
and
die
edges.
Air
bending
is
what
most
bend
allowance
formulas
are
based
on.
When
forming
mild
steel
the
inside
bend
radius
is
based
upon
bottom
die
V
opening.
It
is
close
to
15.6
percent
of
the
die
opening.
Therefore
a
3/8 die opening would produce an inside bend radius of .059.
.375 x .156 = .0585 (Almost a 1/16 bend radius)
On
most
aluminum
alloys
the
inside
bend
radius
would
be
determined
by
the
punch
tip
radius
(i.e.
if
using
a
punch
tip
with
.06
radius
on
.063 5052-H32 aluminum the bend radius will be close to .06).
To
stay
in
the
air
bending
range
the
inside
bend
radius
needs
to
be
no
less
than
about
80
percent
of
the
material
thickness.
Anything
less
would
be
considered
bottom
bending.
For
example:
Let's
take
that
.375
die
opening
which
produces
a
.0585
bend
radius
and
try
to
apply
it
to
.090
cold
roll
steel.
We
take
the
.0585
and
divide
it
by
the
material
thickness to see what percentage of the material the radius is.
.0585 ÷ 090 = .65
The
radius
produced
is
65
percent
of
the
material
thickness,
that
would
put
us
into
the
bottom
bending
range.
We
would
have
to
go
to
a
larger
V
opening
for
the
die.
To
find
out
what
size
V
opening
you
need
for
a
3/32
or
.094
Bend
radius
just
take
the
radius
and
divide
it
by
15.6 percent.
.094
÷
156 = .6025
.602 rounding it off to a 5/8th V die would work just fine.
BOTTOM
BENDING
:
This
is
where
material
is
bent
to
conform
to
a
set
of
dies
that
are
doing
the
forming.
Full
surface
contact
of
metal
to
dies
will
occur.
Angles
and
inside
bend
radius
of
formed
sheet
metal
are
determined by the punch and die
COINING: This is where actual deformation of the material occurs. The
sheet metal that is compressed between the punch and die is actually
thinner than it was originally before the forming operation.
Bending