No part of this publication may be reproduced, or transmitted, or stored, in any form or by any means, electronic,
mechanical, photocopying, recording, or otherwise, without the prior written permission of SheetMetalWorkBook.com, Sixth
Edition Reformatted for Internet, ©2012 SheetMetalWorkBook.com



Please Donate if
you find this site
helpful.
Thank-You!
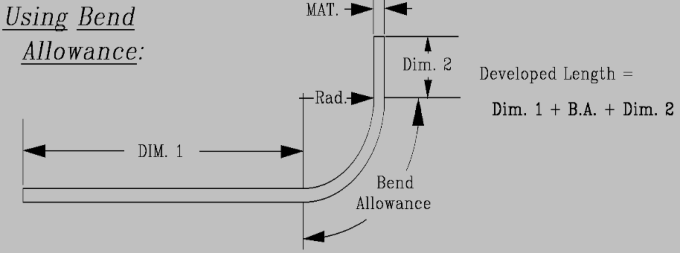
Bend Allowance
Bend
Deduction,
Setback,
Bend
Allowance,
these
terms
all
across
the
country
seem
to
have
no
consistent
meaning.
They
are
all
used
to
mean
the
same
thing
or
different
things.
I
will
define
these
terms
by
what
is
usually
accepted
by
most
sheet
metal
mechanics
that
I
know.
These
terms
may
be
used
differently
by
your
company
but
for
the
sake
of
consistency
in
this
manual
here
are
our
definitions.
By
the
way
my
favorite
term
so
far
is
fudge
factor.
That
seems
to
be
what
we are really doing.
BEND ALLOWANCE:
Sheet
metal
stretches
minutely
as
it
is
being
formed.
The
greater
the
inside
bend
radius
is
the
less
the
stretching.
Also
material
hardness
or
elasticity
has
a
lot
to
do
with
how
much
it
stretches.
Therefore
bend
allowance
is
that
dimensional
adjustment
required
to
allow
for
the
forming
of
sheet
metal.
The
mathematical
expression
most
normally
used
is
based
on
the
empirical
formula.
Empirical
means
by
trial
and
error.
This
is
how
the
formula
was
discovered.
They
kept
adjusting
the
numbers
until
they
found
a
combination
that
consistently
and
satisfactorily
worked
out.
Bend
allowance
and
deduction
formulas
are
used
for
air
bending.
Different
results
will
occur
if
coining
or
bottom
bending
the material.
EMPIRICAL FORMULA:
Bend allowance = (.0078 x MT + .017453 x BR) x A°
MT = Material thickness
BR = bend radius to inside of material
A° = Angle from flat